Definition of Control Limits and Specification Limits
Control Limits:
Control Limits are statistical tools utilized by statistical process control (SPC) to establish whether or not an operation operates within its pre-established range of variations, calculated using process data.
Control limits provide an easily understood visual guide that indicates when there is an overall cause of variation within a process and when variations may stem from specific or assignable causes.
Control limits distinguish between variations caused by inherent nature of the process itself and those due to identifiable or assignable causes. Control limits provide an invaluable means of detecting when processes have gone beyond acceptable range.
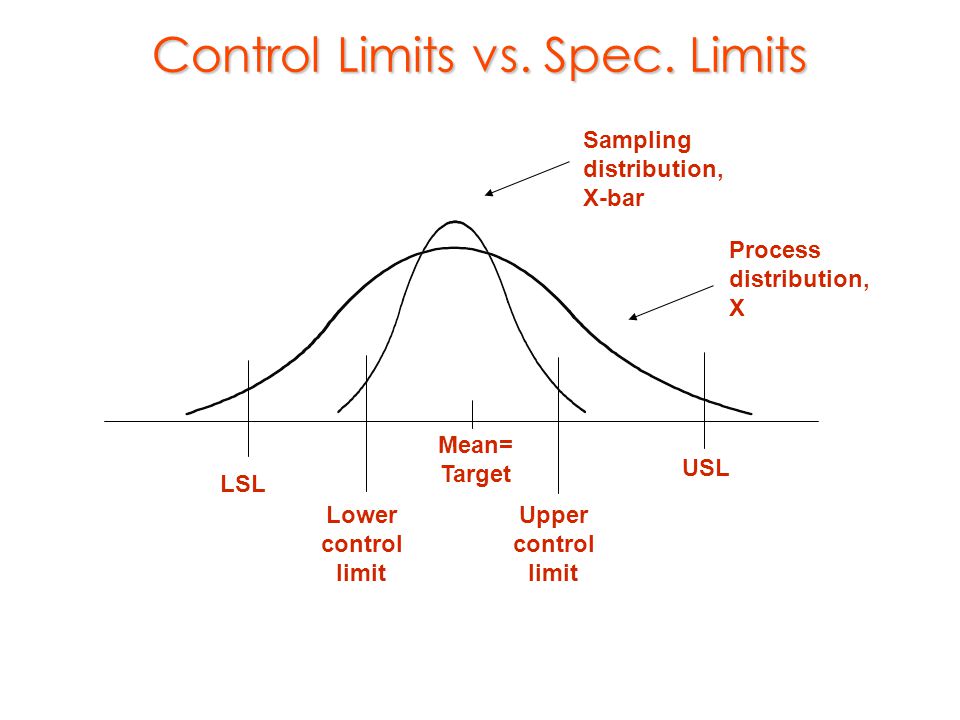
They typically comprise upper control limits and lower control limitations which define acceptable variations within output of process or measurements; data points which fall outside these parameters signal when investigations or corrective actions should take place.
Control charts display data over time graphically for continuous monitoring of process performance.
Specification Limits:
Specification limits (or tolerance limits, target limitations or target ranges) are predetermined values or boundaries which set acceptable output ranges for products or processes, according to customer expectations and needs, industry regulations or design specs, or design specs themselves.
Specification limits can either be set as upper specification limits (USLs) or lower specification limits (LSLs) which indicate maximum and minimum values acceptable for characteristics or parameters respectively.
Specification limits are designed to help products or procedures meet customer expectations and desired quality standards, acting as benchmarks that must be reached for acceptance of the product or procedure. Deviations from specification limits could result in noncompliance, customer dissatisfaction and further costs from rework, scrap or legal matters.
Note that control limits and specification limits are two separate concepts. While control limits rely on statistical analysis for monitoring purposes, specification limits set predetermined goals before product or process development begins.
Control limits aim at improving process performance while specification limits define range of acceptable outputs that meet quality standards.
Comparison Table between Control Limits and Specifications
Sure! This table highlights the main differences between Control Limits (Limits) and Specification Limits:
| Aspect | Control Limits | Specification limits |
| Definition | Statistical boundaries for Process Variation | Limits for acceptable outputs |
| Purpose | Monitoring and Improvement of Processes | Customer satisfaction and compliance |
| Approval | Statistical Process Control | Design a product or process |
| Timing | Applicable during the production process | Defined during or before design |
| Calculation | Analysis of Process Data | Predetermined according to quality requirements |
| Types | Upper Control Limit (UCL), Lower Control Limit (LCL) | Upper Specification Limit (USL), Lower Specification Limit (LSL) |
| Variation Detection | Identifies the common and special causes of variation | Assures compliance with quality standards |
| Influence on Process | Guides for process improvements and adjustments | Design and quality decisions guides |
| Consequences for Deviation | Preventive measures and process improvement | Product non-compliance, customer dissatisfaction |
| Relationship | Specification limits can be influenced by control limits | Specification limits can affect control limits |
While there are differences between specification and control limits, both are important in ensuring quality and consistency for products and processes.
Control limits are used to monitor and improve the performance of processes, while specification limitations set the range that is acceptable for meeting customer requirements and quality standards.
Importance of understanding the difference between Control Limits and Specification
An understanding of the differences between control limits and specification limits is vitally important, both from an ethical and practical viewpoint.
Control Limits are useful tools for tracking and improving processes in organizations. Organizations can utilize data collected within control limitations to analyze whether their processes operate within acceptable parameters.
Understanding control limits also enables you to quickly detect special causes for variations that need corrective action or continuous process improvements, leading to prompt corrective actions or continuous process enhancements.
Specification Limits: Specification limits represent acceptable ranges for product characteristics according to industry or customer standards, helping ensure products and outputs adhere to quality standards and meet quality levels.
Failing to adhere to specification limits could result in product rejections, dissatisfied customers and legal and regulatory ramifications – so understanding them will assist with meeting them successfully and maintaining high-quality outputs and outputs.
Specification Limits and Control Limits have different objectives; both focus on fulfilling customer expectations while meeting quality requirements. By understanding each limit’s goals and strategies for meeting them, organizations are better able to use tools and methods necessary for reaching desired outcomes.
Doing Business Better: Understanding the difference between Specification Limits and Control Limits will enable you to make better decisions and solve more efficiently problems. While control limits serve to identify whether process data variations fall within expected causes or indicate special investigations needing to take place, Specification Limits provide guidance with regards to design, quality control and customer satisfaction decisions.
Control Limits assist in process optimization by identifying areas for improvement and reducing variations, leading to cost savings, increased efficiency and less waste. Specification limits ensure products meet desired quality criteria without incurring unnecessary rework or scrap. Understanding and effectively managing both limits leads to process optimisation and cost savings.
Understanding the difference between control limits and specification limits will enable organizations to enhance process performance, monitor compliance with quality standards and make more informed decisions.
Furthermore, organizations will benefit from understanding that understanding control limits differ from specification limits can optimize processes more efficiently while solving issues more swiftly; further supporting continuous improvement processes as well as overall quality management initiatives.
Control Limits applied during the production process
Control limits are typically utilized as part of statistical process control methods (SPC). Here is an overview of their application in production settings:
Data Collection: When collecting process-relevant data for production processes, specific intervals or points should be designated as collection points for this data to ensure its relevance to product or process quality or performance is ensured. Measurements, observations or any other indicators used as indicators will help the collection team collect this essential information.
Control Chart Selection: An appropriate control chart will be selected depending upon the nature and context of data gathered, for instance the X-bar chart for monitoring mean processes; R charts to monitor range processes; and S charts (to measure standard deviation processes) will likely all be chosen depending upon characteristics being measured as well as desired insights.
Calculation of Control Levels: Control levels are generally calculated based on collected data by using statistical techniques to analyze it. Commonly, three standard deviations above and below the mean process is used as the starting point, then Upper Control Limits are computed accordingly – UCL are then established accordingly depending upon process requirements; other methods might include moving-range (MR) or exponentially weighted averages (EWMA) calculations as alternative ways.
Control charts provide an effective visual way of monitoring patterns, trends and variations over time. A control chart displays both process mean and control limit so it’s easy to spot patterns or deviations quickly and identify new opportunities quickly.
Monitoring Process Performance: New data points are added as the production process unfolds to a control chart, with those plotted being compared against control limits; if all plotted points fall within these bounds it indicates that process operates within an acceptable variance range.
Detection of Special Cause Variation: When data points fall outside the control limits or display non-random patterns, this may signal special causes that need investigating and corrective action taken immediately. These special causes could indicate abnormal processes, equipment malfunctions or any number of factors needing investigation for potential correction measures.
Corrective Action and Process Improvement : Upon discovering an unusual source of variation, corrective measures will be implemented in order to eradicate and pinpoint its causes. Such steps might include altering parameters, recalibrating equipment, providing more training or making modifications to processes as required.
Implementing control limits into production allows organizations to more closely track performance, identify issues as soon as they arise, improve process stability and enhance product quality – providing an invaluable framework for process management and continuous improvement.
Consequences of Confusing Control and Specification Limits
Yes, Control Limits do have an influence over Specification Limits. They can influence Specification Limits by:
Control Limits provide organizations with an invaluable way to evaluate process capability. By giving an accurate picture of inherent variations within a process, these charts allow organizations to assess its ability to meet Specification Limits consistently; their performance within Control Limits determines this. Excessive variations beyond Control Limits could signal that Specification Limits set are unrealistic or too narrow a guide.
Control Limits can be an invaluable way to monitor and enhance processes. In order to increase process performance while decreasing variation, organizations often implement lean manufacturing techniques, quality initiatives or process modifications with Control Limits serving as guides to increase predictability and stability within processes. As process capabilities increase, organizations may revise Specification Limits accordingly and accommodate increased performance levels.
Collaboration With Customers or Stakeholders – Control Limits allow organizations and their customers to work more closely together by using them for collaboration and discussion purposes.
When customers request quality requirements or specifications from processes, organizations can utilize Control Limits as an avenue for showing that it meets them; when doing this demonstration for customers, organizations may even engage in dialogue about any possible adjustments needed within Specification Limits.
Design for Six Sigma Approach (DFSS). Control limits are an integral component of Design for Six Sigma methodology, emphasizing robust processes that consistently satisfy customer demands.
Organizations using Design for Six Sigma approach use control limits as benchmarks during design and development phases and assess process performance through simulations, statistical analyses and experiments in order to identify control limits within specified specifications limits and meet output characteristics desired by their customers.
Control limits provide valuable insight into the performance and capability of any process, which organizations can then use to influence Specification Limits if they need to. Organizations may adjust these Specification Limits accordingly in order to enhance process capability, meet customer demands or enhance overall product quality.
Conclusion
Understanding the difference between control limits and specification limits is critical for effective process management, customer service satisfaction and quality assurance. Control Limits serve as statistical boundaries to monitor and improve processes, while Specification limits establish acceptable output targets.
Organizations can recognize these limits by:
Monitoring and optimizing process performance using Control Limits enables identification of any unique causes as well as implementation of corrective actions.
Specification Limits are an effective way of assuring compliance with customer requirements and quality standards, and to prevent noncompliance that could otherwise lead to customer dissatisfaction.